Industry
Industrial Applicaptions
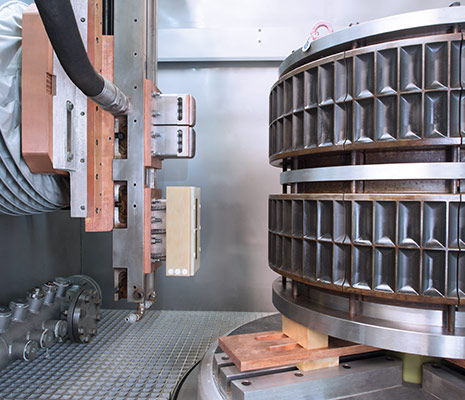
Manufacture of briquetting rings for the hot briquetting process
A classic application arising from our own in-house manufacture of roller presses is the insertion of voluminous forms (e.g. 106x44 x 15 mm) in briquetting rings of up to 1,500 mm diameter. Four forms at a time are die-sunk by way of multiple tools into a ring weighing up to 14 tons – a specialty in the application of ECM on account of the removal of more than 133 kg of material. The actual die-sinking time for four forms is only 8 minutes, which would surely stretch the capacity of the equivalent conventional milling process.
Manufacture of lattice structures for separation grids
Simple structures can sometimes be a challenge for production planners, for example when conventional manufacturing methods are not allowed or seem to be uneconomic. The following illustration shows a lattice structure with 2-3 mm-wide rectangular holes machined into a steel sheet by way of the PECM-process. These workpieces serve as filter elements in highly critical areas of a nuclear power station, undergoing extreme stress in terms of pressure and temperature. To guarantee that the filter remains absolutely free from cracks, a method must be used that removes material without any mechanical strain on the workpiece – which means ECM, whereby economical processing for our customers requires the use of up to 500 individual electrodes in a single tool. These requirements, together with those of the aerospace industry, currently represent the peak of our capabilities in terms of quality, reproducibility, quality assurance as well as customer coordination and regulatory approval.

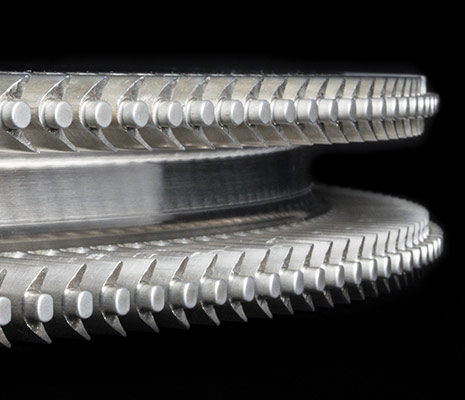
Processing of steam turbine blades
Our experience in making blade profiles for stationary steam turbines goes back to the 70s. This illustration shows individual blades with an additional stud, manufactured in consecutive working steps out of a closed, turned ring.

As a special variation of this individual processing, the 2-step blade wheel shown below represents a significant challenge in terms of reproducibility. In this case, 865 individual ECM-operations were carried out along the circumference of a 600 mm disk.